






-
-
-
-
-
Популярный

 На складе Производитель: ИТС Автомат для дуговой сварки плавящимся электродом ИТС АДФГ-315
На складе Производитель: ИТС Автомат для дуговой сварки плавящимся электродом ИТС АДФГ-3150 руб.
-
Популярный
 На складе
Производитель: LINCOLN ELECTRIC Автоматический источник для сварки под флюсом Lincoln Electric AC-1200
На складе
Производитель: LINCOLN ELECTRIC Автоматический источник для сварки под флюсом Lincoln Electric AC-1200
0 руб.
-
Популярный
 На складе
Производитель: HUGONG Аппарат аргонодуговой сварки HUGONG HUGONG SUPERWAVE 500U (без БО, тележки и коннектора для БО)
На складе
Производитель: HUGONG Аппарат аргонодуговой сварки HUGONG HUGONG SUPERWAVE 500U (без БО, тележки и коннектора для БО)
363 491 руб.
-
Популярный
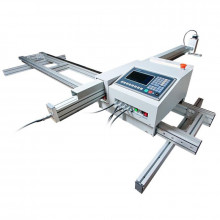
 На складе Производитель: ПТК Аппарат воздушно-плазменной резки ПТК HANKER CUT 60-1 CNC LCD H12
На складе Производитель: ПТК Аппарат воздушно-плазменной резки ПТК HANKER CUT 60-1 CNC LCD H12146 050 руб.
-
Популярный
 На складе
Производитель: КЕДР Аппарат для сварки полипропиленовых труб КЕДР CП-1000 Prime
На складе
Производитель: КЕДР Аппарат для сварки полипропиленовых труб КЕДР CП-1000 Prime
0 руб.
-
Популярный
 На складе
Производитель: КЕДР Аппарат для сварки полипропиленовых труб КЕДР CП-1700 Prime
На складе
Производитель: КЕДР Аппарат для сварки полипропиленовых труб КЕДР CП-1700 Prime
4 874 руб.
-
-
-
-
-
-



































Оборудование для автоматической SAW-сварки
Технология сварки SAW базируется на использовании сварочной проволоки и плавящегося флюса, полностью покрывающего дугу. Флюс при нагревании изолирует шов и зону плавления от воздействия атмосферных кислорода, азота и других газов, способных повлиять на прочность соединения, превращаясь при этом в шлак. Образовавшаяся корка легко отделяется от детали, оставляя чистый металл. Процесс легко автоматизируется, что превратило метод Submerged Arc Welding в один из самых распространенных в промышленности.
Высокопроизводительный сварочный автомат предназначен для сварки стали всех марок, толщиной не менее 1,5 мм. В процессе сварки шов может быть выполнен с обеих сторон заготовки. Преимущества SAW:
- универсальность;
- высокая скорость — до 100 кг/ч;
- отсутствие дефектов в шве;
- низкий риск деформации зоны по обеим сторонам шва.
Кроме стали, применяют сварку под флюсом для титана, медных и алюминиевых сплавов.
Особенности технологии
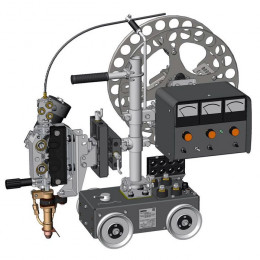
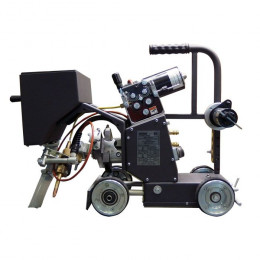
Для реализации SAW необходим сварочный аппарат автомат, устройство которого обладает рядом особенностей. В состав оборудования входят:
- мощный инвертор;
- сварочный трактор (тележка);
- система подачи флюса с бункером;
- панель управления;
- механизм подачи проволоки (включая барабан);
- кабельный пакет.
В процессе сварки толщина слоя флюса достигает 1,5 – 3 мм. Жидкость защищает зону сваривания от активных газов и предотвращает потери тепла, что значительно повышает энергоэффективность установки. Диаметр проволоки находится в диапазоне 2 - 4 мм, сварка ведется при постоянном токе прямой или обратной полярности. Напряжение на электроде 25 – 45 В при силе тока 100 – 1000 А. По производительности технология SAW превышает ММА или MIG в 5 – 10 раз, за счет полной автоматизации управления и легкости калибровки.