












| • на обрезиненных колесах без канавок342 | • на стальных и обрезиненных колесах с направляющими канавками365 | • передаточное отношение редуктора подающего механизма i=20-900 |
| • передаточное отношение редуктора подающего механизма i=40-450 | • передаточное отношение редуктора подающего механизма i=80-225 | Артикулits-adf-1000 |
| Габаритные размеры (ДхШхВ), мм990х550х880 | Диаметр электродной проволоки, мм2,0-5,0 | Емкость бункера для флюса, дм36; 10 |
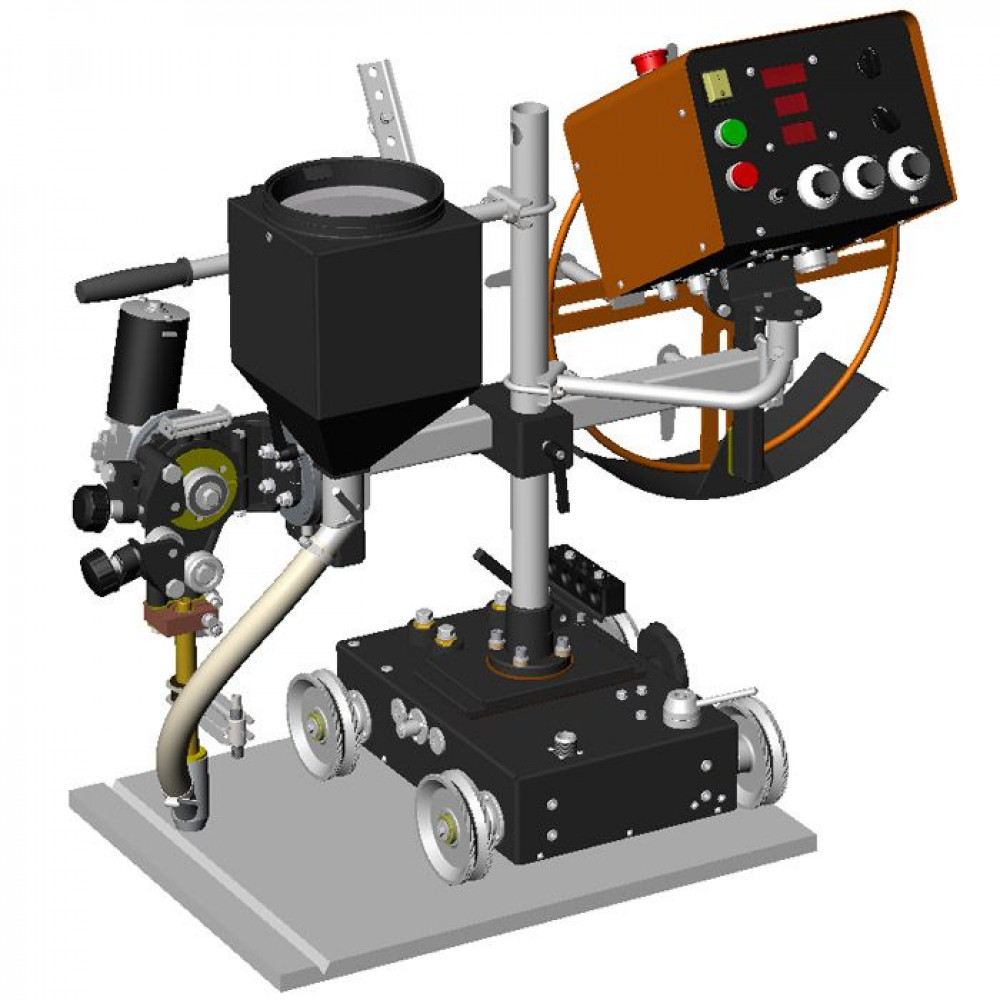
Автомат для дуговой сварки плавящимся электродом АДФ-1000 У3 с плавным регулированием скорости подачи электродной проволоки и скорости сварки, предназначен для автоматической электродуговой сварки плавящимся электродом под слоем флюса однопроходных и многопроходных соединений внахлест, угловых, тавровых, а также стыковых соединений с разделкой и без разделки кромок.
Базовой модификацией принят автомат для сварки под слоем флюса (SAW). Модификация автомата и комплект поставки согласовываются при заключении договора на поставку. Комплект поставки указывается на ярлыке, закрепляемом на упаковке изделия.
Модификации
- для сварки под слоем флюса (SAW);
- для сварки расщепленной дугой (TWIN);
- для сварки в среде защитных газов (GMAW).
Исполнения
- Базовое - для сварки проволокой ø3,0-5,0 мм под слоем флюса, в правостороннем исполнении;
- Левосторонее исполнение - для сварки проволокой ø3,0-5,0 мм под слоем флюса;
- D35 - для сварки проволокой ø3,0-5,0 мм под слоем флюса с токоподводом диаметром 35 мм (в правостороннем исполнении);
- TWIN MIN - для сварки расщепленной дугой проволоками ø1,2-2,0 мм под слоем флюса (в правостороннем исполнении);
- TWIN MAX - для сварки расщепленной дугой проволоками ø2,0-3,0 мм под слоем флюса (в правостороннем исполнении).
Комплекты
- Комплект для сварки “в лодочку” (для базового автомата);
- Комплект токоподвода D35 - Для сварки проволокой ø3,0-5,0 мм под слоем флюса (для базового автомата в правостороннем исполнении) - для сварки проволокой ø3,0-5,0 мм под слоем флюса;
- Комплект токоподвода D35 - Для сварки проволокой ø3,0-5,0 мм под слоем флюса (для автомата в левостороннем исполнении);
- Комплект токоподвода TWIN MIN - Для сварки расщепленной дугой проволоками ø1,2-2,0 мм под слоем флюса (для базового автомата в правостороннем исполнении);
- Комплект токоподвода TWIN MIN - Для сварки расщепленной дугой проволоками ø1,2-2,0 мм под слоем флюса (для автомата в левостороннем исполнении);
- Комплект токоподвода TWIN MAX - Для сварки расщепленной дугой проволоками ø2,0-3,0 мм под слоем флюса (для базового автомата в правостороннем исполнении);
- Комплект токоподвода TWIN MAX - Для сварки расщепленной дугой проволоками ø2,0-3,0 мм под слоем флюса (для автомата в левостороннем исполнении);
- Комплект для сбора флюса;
- Рельсовые направляющие - Для сварочного автомата АДФ-1000.
| • на обрезиненных колесах без канавок | 342 |
|---|---|
| • на стальных и обрезиненных колесах с направляющими канавками | 365 |
| • передаточное отношение редуктора подающего механизма i=2 | 0-900 |
| • передаточное отношение редуктора подающего механизма i=4 | 0-450 |
| • передаточное отношение редуктора подающего механизма i=8 | 0-225 |
| Артикул | its-adf-1000 |
| Габаритные размеры (ДхШхВ), мм | 990х550х880 |
| Диаметр электродной проволоки, мм | 2,0-5,0 |
| Емкость бункера для флюса, дм3 | 6; 10 |
| Максимальная масса кассеты с проволокой, кг | 30 |
| Масса автомата с блоком управления, без проволоки и флюса, кг | 60 |
| Межосевое расстояние колёс, мм | 293,5 |
| Мощность привода перемещения тележки, Вт | 100 |
| Мощность привода подачи проволоки, Вт | 250 |
| Мощность, потребляемая сварочным автоматом, Вт, не более | 400 |
| Напряжение питания сварочного трактора при частоте ~50Гц, В | 42 |
| Напряжение питающей сети при частоте ~50Гц, В | 3х380* |
| Напряжение холостого хода, В, не более | 55* |
| Номинальный сварочный ток при ПВ=100%, А | 1000* |
| Пределы регулирования сварочного тока, А | 200-1000* |
| Пределы регулирования скорости сварки, м/ч | 12-80 |
| Угол вертикального поворота сварочной головки вдоль продольной оси автомата | +45°/-30° |
| Угол горизонтального поворота сварочной головки относительно вертикальной оси автомата | ±90° |
| Угол поворота сварочной головки перпендикулярно оси сварочного шва | ± 45° |
| Ход вертикального суппорта сварочной головки, мм | 120 |
| Ход горизонтального суппорта тележки, мм | 60 |
-
Нет отзывов об этом товаре.
-
Еще не было вопросов
Телефоны:
+7 (495) 645-91-31
+7 (495) 220-18-03
Факс: +7 (495) 220-18-03
Режим работы:
пн-чт с 9.00 до 17.30
пт с 9.00 до 17.00
сб, вс выходной.
Электронная почта:
zakaz@linksvar.com
Адрес магазина:
1-й Красковский проезд, 38Ас37